

|
||||||||||
|
|
|||||||||
|
||||||||||
|
|
|
|
|
||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|||||||||||||||||||||||||
Anforderungen und Lösungen für Komponenten von Hygieneprozessanlagenvon Dr. Dieter Hess der Deutschen DERUSTIT Produktion unter keimarmen oder sterilen Bedingungen ist ein komplexer Prozess, der im Hinblick auf Planung, Konstruktion und Herstellung entsprechender Anlagen höchste Anforderungen an jede einzelne Komponente stellen. Der Anwendungsbereich solcher Verfahren wird ebenfalls durch ständig steigende Ansprüche an Produktqualität und– Sicherheit stetig erweitert. Vor allem Kosmetikahersteller und Nahrungsmittelverarbeiter sind durch den vom Verbraucher gewünschten Verzicht auf Konservierungsstoffe gezwungen, sich zunehmend mit der Problematik der sterilen Verfahrenstechnik auseinander zusetzen. Bei Anlagen für sterile bzw. keimarme Produktion müssen im Wesentlichen vier Kriterien optimiert werden: 1. Reinigungsverfahren 2. Sterilisierbarkeit 3. Partikelfreiheit 4. Korrosionsbeständigkeit Die ersten drei Faktoren stehen naturgemäß in engen Zusammenhang zueinander. Neben
der Werkstoffauswahl und konstruktiven Besonderheiten, die vor allem der
Vermeidung von Spalten und ähnlichen Toträumen dienen sollen, ist in erster
Linie der Zustand der Oberfläche von entscheidender Bedeutung. Jeder Apparat
steht mit seiner Oberfläche zwangsläufig in direkter Verbindung mit dem
darin befindlichen Medium. Diese Wechselwirkung, die in unserem Fall natürlich
so gering wie möglich sein sollte, wird durch den Oberflächenzustand extrem
beeinflusst. Als Werkstoffe für Sterilanlagen haben sich austenitische
Edelstähle bewährt, da sich damit die genannten Forderungen weitergehend
erfüllen lassen. Die Werkstoffe 1.4404 bzw. 1.4435 sind weit verbreitet
und bieten gute Voraussetzungen für eine ideale Oberflächenbehandlung.
Von den verschiedenen Verfahren der Oberflächenbehandlung stellt das Elektropolieren
in fast jeder Hinsicht ein Optimum da.
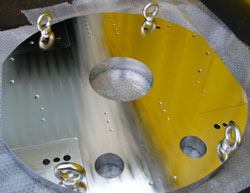
Elektropolieren – ein umgekehrter galvanischer Prozess In einem galvanischen Bad, gefüllt mit konzentrierter Mineralsäure, lässt man auf das ano– dich geschaltete Werkstück ca. 10–15 min eine Gleichspannung einwirken. Behälter, die nicht getaucht werden können, werden mit Innenkathoden versehen und mit dem Elektrolyten befüllt. Die unter bestimmten Bedingungen eingesetzte „synthetische Korrosion" führt zu einem definierten Materialbetrag. Die Bedingungen sind so gewählt, dass eine Einebnung der Oberfläche eintritt (Bild. Die durch das Elektropolieren erzeugte hochglänzende Oberfläche zeigt neben einer erhöhten Korrosionsbeständigkeit vor allem eine stark verminderte Belagbildung und ein verbessertes Reinigungsverhalten. Gerade diese Vorteile haben dem Elektropolierten Apparat in Chemie, Pharmazie und Lebensmitteltechnologie zu Durchbruch verholfen. Da es sich um einen erzwungenen Korrosionsvorgang handelt, werden auch beim Elektropolieren Schwachstellen im Werkstoff bevorzugt angegriffen. Wenn, aus welchen Gründen auch immer, Carbidausscheidungen an den Korngrenzen entstanden sind, werden diese Zonen unter den drastischen Bedingungen verstärkt aufgelöst. Makroskopisch äußert sich dieser Effekt in einem matten Erscheinungsbild der Oberflächen. Die Rauheitswerte sind in der Regel gegenüber dem Ausgangszustand stark erhöht. Die Ursachen für diese Ausscheidungsvorgänge und in der Folge Chromverarmung an den Korngrenzen können sehr vielfältig sein, meist liegt es jedoch an fehlender oder mangelhafter Wärmebehandlung. Gerade dieser Punkt ist als Vorbedienung für eine erfolgreiche Elektropolitur von äußerster Wichtigkeit! Die Qualität einer Elektropolierten Oberfläche ist nur dann optimal, wenn durch den fortschreitenden Abtrag das ungestörte Grundgefüge freigelegt werden kann. In Extremfällen lassen sich nach der Elektropolitur hochglänzende, scharf begrenzte Zonen parallel zu einer Schweißnaht beobachten, in denen der fehlende Lösungsglühprozess durch die Wärmeeinbringung beim Schweißen nachgeholt wurde. Ein Phänomen führt bei der Abnahme von Elektropolierten Behältern immer wieder zu Diskussionen, wenn auf der ansonsten hochglänzenden Oberfläche an Blochflanschen oder ähnlichen Schmiedeteilen grobkörnige Strukturen sichtbar werden, obwohl der Apparat in geschliffenen Zustand ein einheitliches Bild zeigte. Die Ursache hierfür liegt in der völlig unterschiedlichen Gefügestruktur von Schmiedeteilen. Durch den elektrochemischen Abtrag wird das relativ grobe Korn freigelegt und aus der Oberfläche herausmodelliert. Die auch in diesem Bereich Elektropolierte Oberfläche wird in kleine Segmente unterteilt, die wiederum infolge ihrer unterschiedlichen Orientierung die Oberfläche zerklüftet erscheinen lassen. Wie man anhand von Profilausdrucken zeigen kann, ist auch hier die Mikrorauigkeit beseitigt, die messbaren Größen Ra, Rz jedoch stark erhöht. In Extremfällen kann sich die Ausgangsrauigkeit verzehnfachen, was jedoch keinesfalls eine zehnmal schlechtere Oberflächenqualität bedeutet:
Wie lässt sich dieses Phänomen vermeiden oder im Nachhinein beseitigen? Ganz vermeiden lässt sich die beschriebene Erscheinung infolge des beim Elektropolieren notwendigen Abtrags von ca. 40μm leider nicht. Lediglich bei sehr fein (Korn 400) vorgeschliffenen Oberflächen, die einen geringeren Materialabtrag erfordern, tritt sie nicht so stark auf. Eine Erhöhung der Rauhigkeit ist aber auch in diesem Fall zu beobachten. Nach unseren Erfahrungen ist es am besten, die Oberfläche zu belassen, wie sie ist. Falls dies aus irgendwelchen Gründen nicht möglich ist, bietet sich zur Nachbesserung Schleifen und mechanisches Polieren an. Vorteil: Rauhigkeit beliebig wählbar; Nachteil: Zerstörung der E–Politur an dieser Stelle. Als Kompromiss empfiehlt sich eine anschließende schwache Elektropolitur mittels Tampon– Verfahren. Man erreicht hiermit zwar nicht die Qualität einer im Bad behandelten Fläche, kann aber den Materialabtrag exakt steuern und das verfahren abbrechen, sobald das Gefüge sichtbar wird und bevor die Rauhigkeit nennenswert zunimmt. Die Auswirkungen nichtmetallischer Einschlüsse auf die Qualität der elektropolierten Oberfläche hängt stark von Größe und Verteilung dieser Fremdkörper ab. Kleine Partikel können durch die Metallauflösung herausfallen und hinterlassen eine entsprechende Vertiefung, die durch die Fortschreitende ausgewaschen und gerundet wird. Auf die Eigenschaften der Oberfläche hat dies im Allgemeinen keinen Einfluss, bei entsprechender Tiefe und Dichte dieser Krater kann aber die Messbare Rauhigkeit stark erhöht sein. Anders verhält es sich bei Titancarbiden, deren Körner oft so gleichmäßig im Blech verteilt sind, dass nach beendeter E–Politur immer ein gewisser Prozentsatz davon in der Oberfläche stecken bleibt und als Nadelspitze herausragt. Dadurch sind Glanz und minimal erzielbare Rautiefe stark limitiert. Auch die Verringerung des Anhaftvermögens durch die Elektropolitur findet hier ihre Grenzen Selbstverständlich sind solche Fehlstellen in einem Kristallverband auch potenzielle Ausgangspunkte für Keimnester. Nicht nur Einschlüsse, vor allem auch mechanische Defekte wie Faltungen, überlappungen oder Mikrorisse und Poren können in Extremfällen die teuerste Anlage innerhalb kürzester Zeit unbrauchbar machen. Gerade solche winzigen, versteckten Hohlräume stellen eine große Gefahr dar, wenn sich hier durch fehlende Spülmöglichkeiten Keime festsetzen. Jede Inhomogenität der Oberfläche hat örtliche Potenzialunterschiede zu Folge, wodurch Absorptionsvorgänge zwischen Wand und Produkt begünstigt werden. Ziel einer optimalen Oberflächenbehandlung muss es also sein, wenn möglich eine absolut homogene, metallisch reine Oberfläche zu erzeugen. Ein solcher Idealzustand ist erreicht, wenn die Oberfläche aus nahtlos aneinander gefügten Kristallflächen besteht. Abgesehen davon, dass die erwähnten mechanischen Defekte wie Poren und Mikrorisse beim Schleifen meist nur zugeschmiert werden und damit latent noch vorhanden sind, ist die mikroskopische Struktur dieser Oberfläche noch weit vom Idealzustand entfernt. Vor
allem die für Anwendungen in der Steriltechnik entscheidende Mikrorauigkeit
ist hier gerade nicht beseitigt. Dieser Effekt wird dagegen durch die
Elektropolitur erreicht. Es liegt auf der Hand, dass eine Oberfläche,
die lediglich eine gewisse Welligkeit besitzt, kaum Angriffspunkte für
die Anhaftung irgendwelcher Partikel bietet, und zwar unabhängig von der
messbaren Rauhigkeit. Die Reinigung bzw. Sterilisierung einer Anlage wird
somit sehr erleichtert.
Technologie Info ElektropolierenVerfahren und Eigenschaften: Elektropolieren ist– vereinfacht ausgedrückt– ein umgekehrter galvanischer Prozess. Dabei wird das anodisch geschaltete Werkstück mit Gegenkathoden versehen und in einem Elektrolyten auf der Basis von konzentrierten Mineralsäuren einer Gleichspannung ausgesetzt. Die Parameter sind so gewählt, dass unter einebenen Bedingungen belastungsfrei Material abgetragen wird. Der Abtrag findet bevorzugt an Spitzen und Graten (Entgratunseffekt) statt, sodass glatte hochglänzende, nahezu interne Oberflächen entstehen. Durch andere Verfahren nicht erzielt werden können: · metallische Reinheit und Passivität · höchste Korrosionsbeständigkeit · Entgratung im Mikro– und Makrobereich · geringe Produktanhaftung bzw. verringerte Belagbildung · günstiges Reinigungs– und Sterilverhalten · weitgehende Partikelfreiheit · Verfahrens– und Produktneutralität · dekoratives und ansprechendes Aussehen
Elektropolieren – Anwendungsgebiete Unter Ausnutzung genannter Vorteile finden elektropolierte Oberflächen vor allem in folgenden Bereichen Anwendung: · Chemischer und pharmazeutischer Apparate– und Anlagenbau · Lebensmittel– und Biotechnologie · Steriltechnik · Elektronikindustrie · Vakuumtechnik · Papierindustrie · Kerntechnik · Umwelttechnik · Architektur und Bauindustrie · Konsumgüter (Möbel, Lampen, Autozubehör, u.a.)
Beispiele für Elektropolier – Anwendungen
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |